


Heat-conducting electrical insulating casting compounds NOMAKON ™ KPTD-1

TCEI - Thermally Conductive Elastic Insulating Material RTV2 - Two Components of Room Temperature Vulcanized Silicone Rubber Compound
Ceramic-polymer thermally conductive dielectric (KPTD) materials NOMAСON ™ KPTD-1 are 100% silicone elastomers designed for sealing from the external environment, electrical insulation and providing heat removal from electronic circuits and microassemblies in products of thermal, electrical and electronic equipment operating in the temperature range from minus 60 ° C to plus 250 ° C.
Qualitative indicators:
KPTD-1 / 1L-1.00 (K1 / 50)
KPTD-1 / 1L-1.50 (K1 / 70)
KPTD-1 / 1L-2.50 (K1 / 90)
KPTD-1 / 1T-5.50 (K1)
KPTD-1 / 1T-8.50 (K3)
KPTD-1 / 1T-12.5 (K4)
KPTD-1 / 2L-6.50 (K2)
KPTD-1 / 2T-12.5 (K5)
KPTD-1 / 3T-10.5 (K6)
KPTD-1 / 3T-15.0 (K7)
- Pouring and enveloping compounds KPTD-1 polymerize at room temperature into a solid rubber-like material with high dielectric properties, resistant to vibration and shock loads, ultraviolet rays, atmospheric oxygen, water vapor and most chemical compounds.
- The use of compounds is carried out by full or partial filling of products or by application to the surface, while the thickness of the compound layer is not limited, and linear shrinkage does not exceed 0.1-1.5%
- Pot life (fluidity) when poured is 10-40 minutes at room temperature, the time for complete polymerization (vulcanization) is no more than 24 hours at room temperature and no more than 2 hours at a temperature of plus 70 ºС
- Materials do not emit harmful substances during the polymerization process and during further operation
- Does not cause corrosion of metals and alloys, have good adhesion to metal, glass and ceramics
- Heavy-duty compounds can be used as adhesives when pre-applied to the bonded surfaces of undercoats (primers) to improve adhesion
- Provide effective heat dissipation and electrical insulation due to the increased heat-conducting and dielectric properties of ceramic fillers, comfort to contact surfaces and pronounced thermal relaxation.
Depending on the task of sealing and heat removal, compounds NOMAСON ™ KPTD-1 are produced with different thermal conductivity depending on the nature, quantity and dispersed composition of the ceramic filler, as well as with different filling viscosity.
The pouring dynamic viscosity according to Brookfield at a temperature of +23 ºС from 0.80 to 18.0 Pa * s (800-18000 mPa * s), depending on the brand of the compound, is one of the defining characteristics when choosing a compound and technology for its use.
Compounds of the KPTD-1/1 series
They are made on the basis of micropowders of highly purified oxide ceramics, recrystallized using a special technology at temperatures above 2000 ° C (α-Cristalen ™).
Compounds of the KPTD-1/2 series
Manufactured on the basis of oxide and nitride ceramic micropowders sintered using a unique technology in a highly purified nitrogen environment at temperatures above 1200 ° C
(β-Crystalen ™).
Compounds of the KPTD-1/3 series
They are made on the basis of nitride ceramic micropowders.
Compounds of each series are produced in two versions:
- L - light filling with improved viscous flow and adhesive properties, as well as with reduced density and hardness;
- T - heavy filling with increased thermal conductivity and electrical resistivity.
NOMACON ™ KPTD-1 materials belong to the class of two-component compounds, curing of which is carried out by mixing components A and B at room temperature: RTV2 - Two Components of Room Temperature Vulcanized Silicone Rubber Compound.
Depending on the mechanism of vulcanization of the applied silicones, KPTD-1 compounds have the following mass ratios of components A and B during pouring: compounds with a ratio of 1: 1 (compound A / compound B) it is used in the technological processes of the automated application of the compound using special two-component dispensers; Compounds with a ratio of 25: 1 to 35: 1 (Compound A / Catalyst-Hardener B) are mainly used for manual mixing and application.
The classification and labeling of NOMAKON ™ KPTD-1 compounds is based on the composition of the heat-conducting ceramic filler (series 1, 2, 3) in the version of light (L) or heavy (T) filling, which corresponds to the specified standardized thermal conductivity, normalized filling viscosity, as well as mass ratio of components A and B when filling.
The main advantages of NOMACON ™ KPTD-1 compounds:
- a wide selection of grades in terms of filling properties, thermal conductivity and the ratio of components A and B when filling;
- selection of color: white, gray, black, pink, red, brown, components A and B when mixing 1: 1 differ in color (shade) to control the quality of mixing before pouring;
- the minimum delivery time is 7-10 days in quantities from 1 piece. packages weighing from 0.25 to 2 kg;
- delivery in polymer packaging, convenient for pre-mixing before pouring;
- warranty period of at least 6 months from the date of shipment (sale);
- optimal price-quality ratio;
- upon request, together with the compound, a primer (primer) is supplied to improve the adhesion of the compound to the contact surface.
Specifications
Technical characteristics of compounds NOMACON ™ KPTD-1/1
| Name | Standard according to TU RB 100009933.004-2001 | Control methods | |||||
|---|---|---|---|---|---|---|---|
| Compound brand | |||||||
| 1L-1.00 | 1L-1.50 | 1L-2.50 | 1T-5.50 | 1T-8.50 | 1T-12.5 | ||
| Appearance after polymerization | Solid rubbery homogeneous material without foreign inclusions |
GOST 20841.1 | |||||
| Color | Pink, gray (¹) | Visually | |||||
| Density, g / cm³ | 1,10 | 1,50 | 1,70 | 1,80 | 2,00 | 2,20 | GOST 15139 |
| Shore A hardness, units | 35 | 45 | 55 | 60 | 75 | 80 | GOST 263 |
| Bond strength with metal during peeling, kN / m, not less | 0,75 | 0,55 | GOST 21981 | ||||
| Electric strength, kV / mm, not less at constant voltage at alternating voltage |
20 |
25 |
GOST 6433.3 | ||||
| Specific volumetric electrical resistance, Ohm • cm, not less | 1013 | 1014 | GOST 6433.2 | ||||
| Dielectric constant, at 1000 Hz, no more | 6,5 | GOST 22372 | |||||
| Dielectric loss tangent, at 1000 Hz, no more |
0,0045 | GOST 22372 | |||||
| Thermal conductivity, W / (m • K), not less | 0,25 | 0,40 | 0,50 | 0,60 | 0,70 | 0,80 | ASTM D 5470 GOST 12.4.145 |
| Viscosity at 23 ° C - conditional according to the viscometer VZ-246 (nozzle 6.0 mm), s - dynamic according to Brookfield at a shear rate of 120 1 / s, mPa * s |
50-65
800 |
65-80
1400 |
85-100
2200 |
155-190
4900 |
—
8000 |
—
11000 |
GOST 8420 GOST 25271 |
| Pot life, min | 10-40 (²) | GOST 13489 | |||||
| Full polymerization time, h, no more, - at 23 ° C - at 70 ° C |
24 |
Clause 5.10 TU | |||||
| Shrinkage, %, no more | 1,5 | 0,4 | 0,2 | 0,1 | GOST 18616 | ||
| Water absorption, no more - mass, % mass. - superficial, mg / cm² |
0,20 0,55 |
0,10 0,30 |
0,05 0,15 |
GOST 4650 method A | |||
| (¹) - The color can be changed by agreement with the consumer (²) - Determined by adding a catalyst-hardener (component B) in the range of 2-6 mass.h per 100 mass.h of component A |
|||||||
The delivery set includes a filling paste (component A, or components A and B at a 1: 1 ratio), a catalyst-hardener (component B), instructions for use.
By agreement with the consumer, a primer (primer) - component B is supplied.
Technical characteristics of compounds NOMACON ™ KPTD-1/2 and KPTD-1/3
| Name | Standard according to TU RB 100009933.004-2001 | Control methods | |||
|---|---|---|---|---|---|
| Compound brand | |||||
| 2L-6.50 | 2T-12.5 | 3L-10.5 | 3T-15.0 | ||
| Appearance after polymerization | Solid rubber-like homogeneous material without foreign inclusions | GOST 20841.1 | |||
| Color | Brown, gray (¹) | Grey | Visually | ||
| Density, g / cm³ | 0,80 | 2,00 | 1,70 | 1,90 | GOST 15139 |
| Shore A hardness, units | 60 | 75 | 55 | 70 | GOST 263 |
| Bond strength with metal during peeling, kN / m, not less | 0,55 | GOST 21981 | |||
| Electric strength, kV / mm, not less: | |||||
| - at constant voltage | 20 | 15 | GOST 6433.3 | ||
| - with alternating voltage | 15 | 10 | GOST 6433.3 | ||
| Specific volumetric electrical resistance, Ohm • cm, not less | 1013 | 1012 | GOST 6433.2 | ||
| Dielectric constant, at 1000 Hz, no more | 6,5 | GOST 22372 | |||
| Dielectric loss tangent, at 1000 Hz, no more |
0,0045 | GOST 22372 | |||
| Thermal conductivity, W / (m • K), not less | 0,70 | 0,90 | 1,00 | 1,20 | ASTM D 5470 GOST 12.4.145 |
| Viscosity at 23 ° C | |||||
| - conditional according to the viscometer VZ-246 (nozzle 6.0 mm), s | 180- 250 |
- | - | - | GOST 8420 |
| - dynamic according to Brookfield at a shear rate of 120 1 / s, mPa * s | 6000- 8900 |
11000 -13500 |
9000- 12500 |
13000 -18000 |
GOST 25271 |
| Pot life, min | 10-40 (²) | GOST 13489 | |||
| Full polymerization time, h, no more: | |||||
| - at 23 ° C | 24 | Clause 5.10 TU | |||
| - at 70 ° C | 2 | Clause 5.10 TU | |||
| Shrinkage, %, no more | 0,2 | 0,1 | 0,2 | 0,1 | GOST 18616 |
| Water absorption, no more - mass, % mass. - superficial, mg / cm² |
0,10 0,30 |
0,05 0,15 |
0,10 0,30 |
0,05 0,15 |
GOST 4650 method A |
|
(¹) — The color can be changed by agreement with the consumer |
|||||
Compounds KPTD-1 have a service life at a temperature of plus 200 ° C for at least 2500 h, at a temperature of plus 250 ° C for at least 1500 h.
Climatic version of materials KPTD-1 in the state of polymerization B1.1 in accordance with GOST 15150. The service life in products with placement category 4 in accordance with GOST 15150 is not less than 10 years.
Designation when ordering
Designation of KPTD-1 compounds when ordering
Heat-conducting electrical insulating filling compound
NOMAKON ™ KPTD-1 / 1T-8.50 (1: 1) THAT RB 100009933.004-2001 or Compound KPTD-1 / 1T-8.50 TU RB 100009933.004-2001,
Where KPTD-1 / 1T - material grade;
-1 - material of the first type (potting compound);
/1 - the first series in terms of the composition of the ceramic filler (all included series 1, 2, 3);
T - heavy execution in terms of filling (all included fillings L - light and T - heavy);
8,50 - dynamic viscosity according to Brookfield (fluidity) of the material during pouring, Pa·from;
(1:1) - mass ratio of A and B components when pouring (indicated only if a 1: 1 ratio of components is required).
Heat conducting properties
Heat-conducting properties of KPTD-1 compounds
To assess the heat-conducting properties of KPTD-1 compounds, a mathematical model for calculating thermal resistance is used, presented above on the site page "DESCRIPTION - Thermal resistance of KPTD materials !!!!". In this case, the total specific thermal resistance to heat transfer R (see formula 2) includes thermal resistance at the boundary "heat-transfer contact surface - the surface of the compound layer"R1S, thermal resistance depending on thickness δ and thermal conductivity λ compound layer δ / λ, as well as thermal resistance at the boundary "the surface of the compound layer - the heat-receiving contact surface" R2S.
During pouring and polymerization between contact surfaces, the surface of the compound, even at the micro level, basically completely repeats the contour of the contact surface, which significantly reduces the total specific contact thermal resistance RS... To calculate the thermal resistance of the compound layer RF (see formula 4) the following values of the empirical coefficients should be taken:
light-filled KPTD-1 compounds (L) RS = 0.17 (K⋅cm²) / W
KPTD-1 compounds of heavy filling (T) RS = 0.22 (K⋅cm²) / W
In this case, the value of thermal conductivity for a given brand of compound is taken from the table "Technical characteristics", or from the certificate of quality, which is attached to the supplied products.
Example 1.
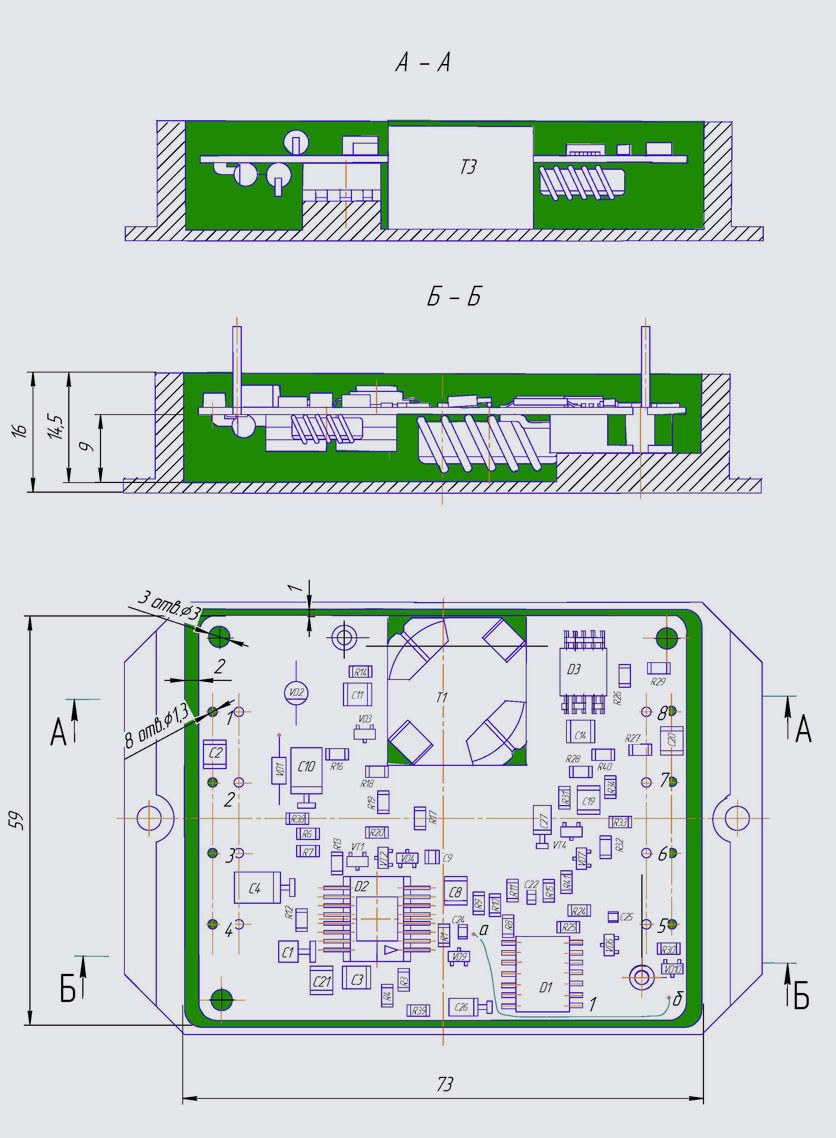
The motor controller board is glued with KPTD-1 / 1T-12.5 compound into an aluminum case with an external air radiator for the purpose of complex heat removal and sealing from the external environment. Average thickness of the compound layer between the board and the case after polymerization δ is 0.35 mm, the area of the heat-dissipating surface F the microprocessor on the board is 10.5 cm². It is required to determine the thermal resistance of the compound layer RF to assess the sufficiency of heat removal from the microprocessor to the controller case, as well as to calculate the temperature difference ΔT between the surface of the microprocessor and the case at the value of the dissipated thermal power Q = 15 W.
- Accept the value RS = 0.22 (K⋅cm²) / W for compounds with heavy filling;
- From the certificate of quality, we take the value of the thermal conductivity of the compound λ = 0.84 W / (m⋅K);
- We count R = RS + δ / λ R = 4.39 (K⋅m2) / W;
- Determine the value RF according to formula 4: RF = 0.418 K / W;
- We calculate the temperature difference using formula 1: ΔT = RF ⋅ Q ΔT = 6.3 ° C
For example 1, when using the compound KPTD-1 / 3T-15.5 (K7), we have: λ = 1.27 W / (m⋅K), R = 2.98 (K⋅m2) / W, RF = 0.283 K / W, ΔT = 4.3 ° C.
Body fill
Hull filling of products with KPTD-1 compounds
Full or partial filling of the electronic board in the housing is the main application of the KPTD-1 compounds.
The maximum thickness of the compound layer during pouring, as a rule, does not exceed 4-6 mm. With the correct selection of the filling viscosity and the technology of applying the compound, it is possible to pour gaps between the board and the case with a width of 0.1-0.3 mm.
The main operations of the technological process of filling products in the housing:
- preparation of the surfaces of the case and the board (cleaning, degreasing, applying a primer-subcoat);
- preparation of the compound: kneading components A and B in the original container to a uniform consistency, dosing components A and B by weight into the container for preparing the compound, mixing;
- pouring the prepared compound into a housing with an electronic board;
- when filling the electronic board in the housing, as a rule, the latter is processed on a vibration table to fill the micro-slots with the compound and release air bubbles (filling the gas cavities), processing in a vacuum chamber to release micro-air bubbles, holding in a heat chamber at 60-85 ° С for fast curing compound.
When choosing a grade of compound for housing casting, the developers are faced with the question of assessing the heat-conducting properties of KPTD-1 (see example 1 from the previous section).
Example 2.
Let us determine the criterion for choosing a compound when pouring, depending on the thermal conductivity and the pouring viscosity. When using the compound KPTD-1 / 1L-2.5 (K1 / 90), it is possible to shed design gaps between the board and the case with a width of 0.35 mm, and when using KPTD-1 / 1T-12.5 (K4) at least 1 mm, because pouring viscosity K1 / 90 is five times lower than K4. The thermal conductivity of K4 is 1.6 times higher than that of K1 / 90 (see the table of technical characteristics). Let us estimate the specific thermal resistance to heat transfer when using these compounds (see example 1): for the K1 / 90 compound with a layer thickness of 0.35 mm R = 7.17 (K⋅ m2) / W , for compound K4 with a layer thickness of 1.0 mm R = 12.72 (K⋅ m2) / W.
Thus, when developing a body product with minimal gaps for pouring, the use of the KPTD-1 / 1L-2.5 (K1 / 90) compound will provide 1.8 times higher heat dissipation compared to the KPTD-1 / 1T-12 compound. , 5 (K4). In this case, the mass flow rate, taking into account the minimum gap width and density, of the K1 / 90 compound will be 3.7 times less than that of K4.
In the processes of pouring and encapsulation, where the thickness of the protective layer is normalized and does not depend on the filling viscosity, the amount of heat removal directly depends on the thermal conductivity of the compound.
The selection criterion given above in example 2 is confirmed by the statistics of compound sales in recent years: there is a steady increased demand for KPTD-1 / 1L-2.5 (K1 / 90) and KPTD-1 / 1T-5.5 (K1) for body casting , as well as KPTD-1 / 3L-10.5 (K6) and KPTD-1 / 3T-15.0 (K7) for filling with standardized gaps and encapsulation.
Product encapsulation
Encapsulation of products with KPTD-1 compounds
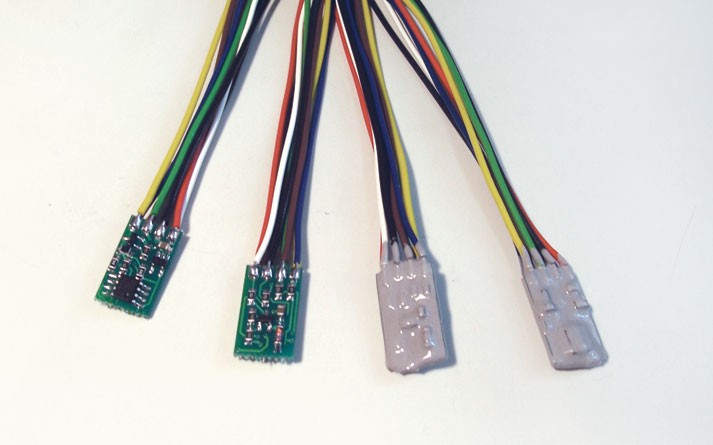
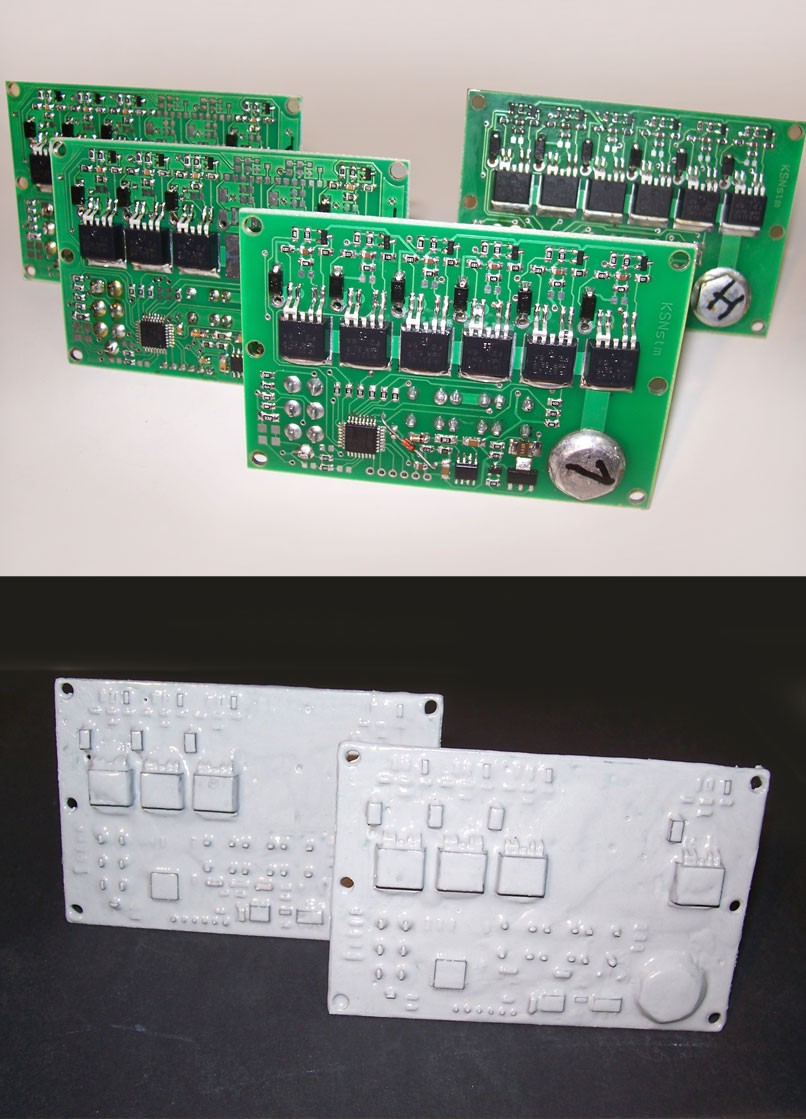
Encapsulation - this is a complete or partial application of a compound layer only on the surface of the electronic board itself. When encapsulating, the thickness of the compound layer, as a rule, does not exceed 0.5-1.0 mm.
In the conditions of mass production with significant dimensions of the poured products, the advantages of encapsulation are obvious: the lowest compound consumption compared to full filling in the body, full control of the coating quality after curing, the ability to remove the encapsulated product from the body to check its operability and replace. Experience with complete encapsulation of electronic boards shows that KPTD-1 coating provides IP68 enclosure protection (long-term operation under water at a depth of more than 1 m).
The main operations of the technological process of encapsulating products:
- preparation of the surface of the board and electronic elements: cleaning, degreasing, applying a primer-subcoat, drying;
- preparation of the compound: kneading components A and B in the original container to a uniform consistency, dosing components A and B by weight into the container for preparing the compound, mixing;
- dosing of the compound for each board;
- distribution of the compound on the board with a special automatic dosing head, or manually with a brush;
- keeping the coated board in a heat chamber at 60-85 ° С for fast curing of the compound;
- continuous visual quality control of the coating;
- selective ultrasonic control of coating thickness.
At present, the processes of pouring into the body and encapsulation are quite automated with the use of special two-component dispensers for dosing by volume (mass), mixing and feeding the compound, as well as coordinate robots for positioning the dispensing head of the dispenser. The advantage of automated application systems is the ability to fully integrate into the conveyor line for mass production, as well as the ability to work in a semi-automatic mode with an operator and a dispensing device in the form of a hand gun.
Among the manufacturers of two-component dispensers, it is worth highlighting the SECMER equipment of the DOSAMIX series, the PU and RIM series, the PD44 and PR70 dispensing systems from Graco, the Liquid Control LC120FR dispensing systems, Liquid Control MINI, IJ30C, IJ40C from Fisnar Liquid Control.
The capabilities of the above dosing systems allow the use of components A and B with different viscosities, including silicones with various fillers, with a mixing ratio from 1: 1 to 100: 1.
The experience of using NOMACONTM KPTD-1 compounds in automated technological areas of pouring has shown their full compliance with the requirements of this dosing equipment in terms of mixing and dosing accuracy.
Directions for use
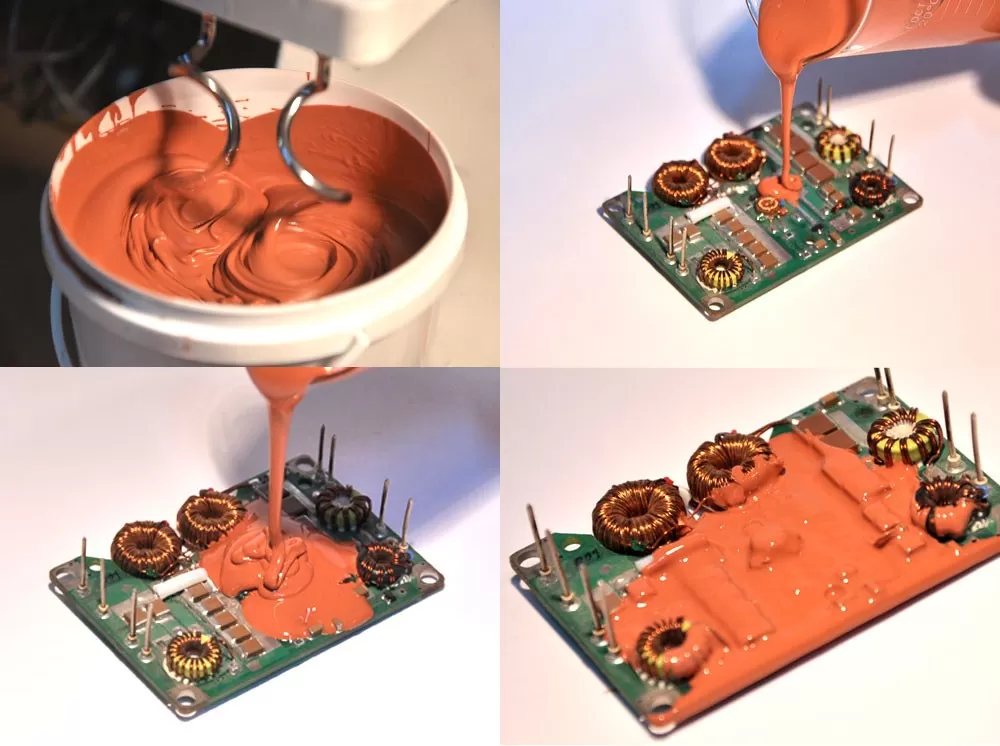
Fig. 1, fig. 2 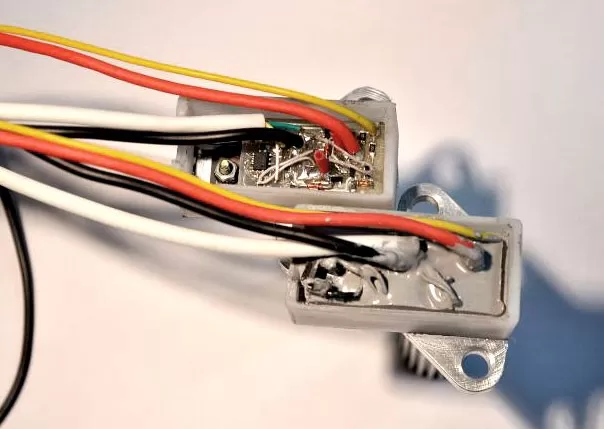
Fig. 3 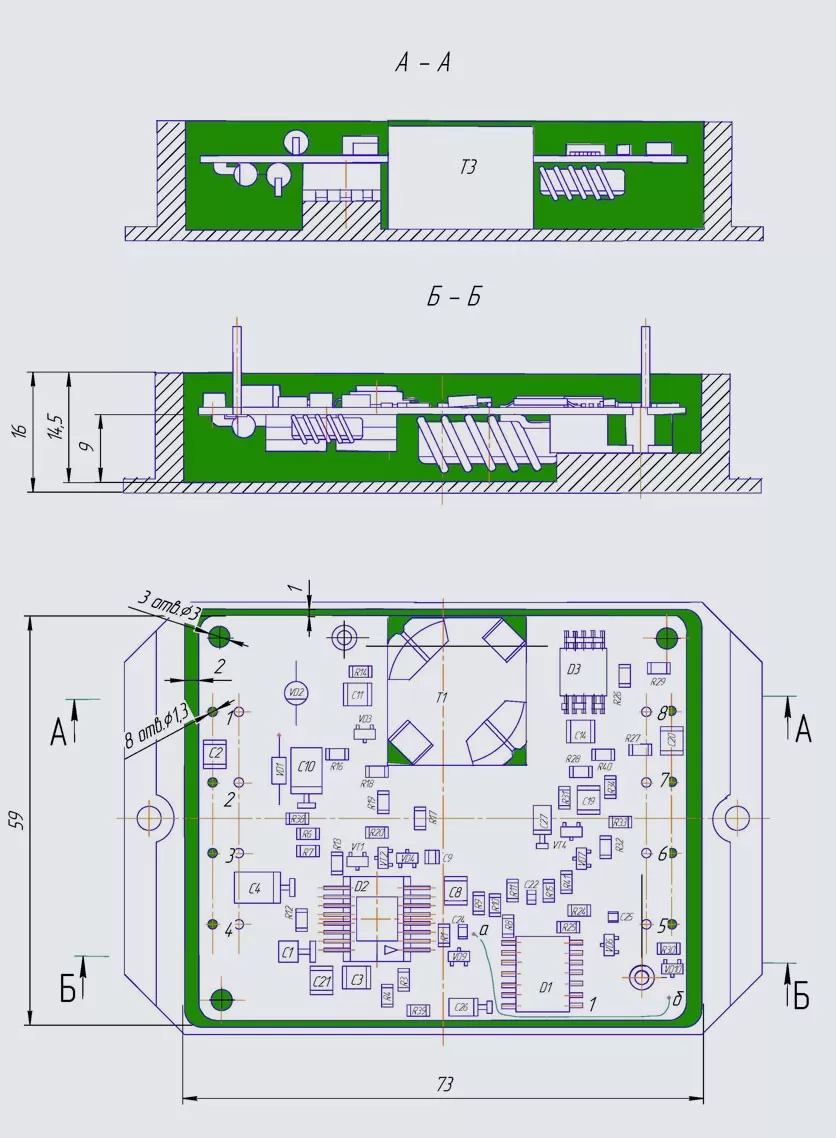
Fig. four
- Components A and B of KPTD-1 compounds are mixed immediately before use. For compounds with a ratio of components A and B 1: 1 per 1 mass part of component A add 1 mass part of component B. For compounds with a ratio of components A and B 25-35: 1 per 25-35 mass parts of component A add 1 mass part of component B. If stored for more than 60 days from the date of manufacture, the pot life of the compound may change due to the partial loss of its properties by the catalyst. In this case, a preliminary check and correction of the pot life is necessary.
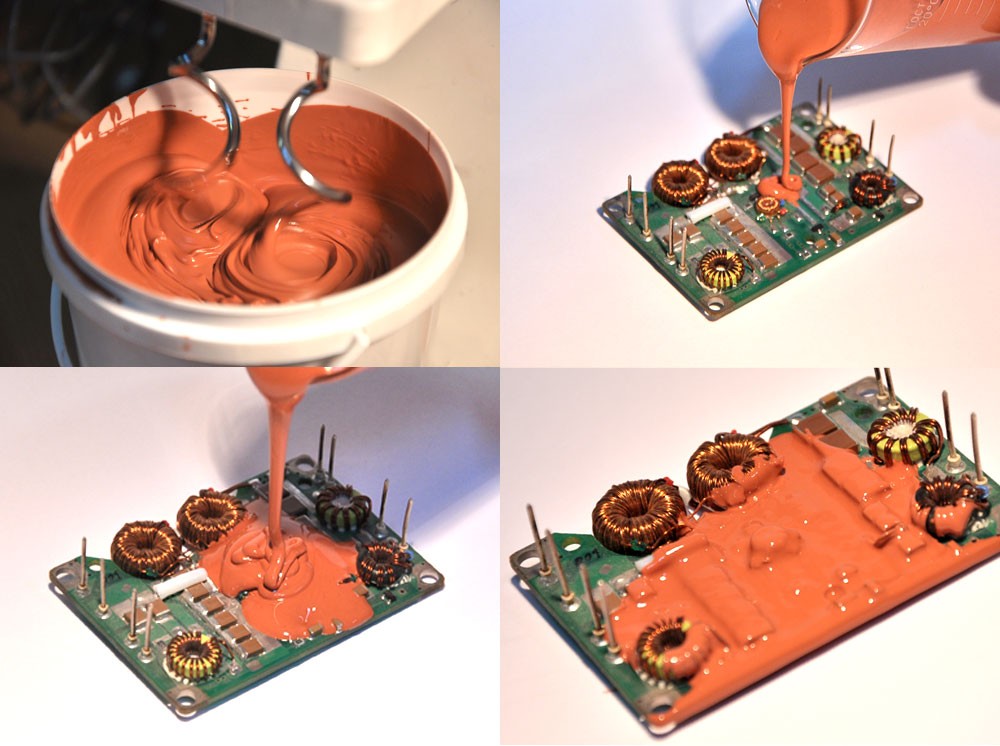
- Before use, components A and B of compounds with a 1: 1 ratio of components, or component A of compounds with a ratio of 25-35: 1 must be thoroughly mixed in the manufacturer's container (see Figure 1). The presence of sediment, as well as age spots on the surface during storage is not a rejection factor. Sediment and pigment spots should be distributed and disappear with subsequent stirring. It is allowed to mix components A and B with solvent gasoline of the BR-2 type TU 38.401-67-108 or nefras C2-80 / 120 according to the manufacturer's TNLA to achieve the required filling viscosity (consistency) in a ratio of no more than 3 per 100 weight parts of component A or B parts by weight of solvent.
- The mixing of components A and B during the preparation of the compound should be carried out with thorough mixing for at least 1-2 minutes. The technology of using KPTD-1 compounds should exclude the possibility of air bubbles, dust particles and other foreign inclusions entering the material when filling products.
- The surfaces to be applied with KPTD-1 are thoroughly cleaned of dust, dirt and other debris with hair brushes, cloth napkins or by blowing with compressed air. To remove moisture, traces of mineral oils, as well as grease stains and other contaminants, the surfaces are degreased with a cloth moistened with BR-2 gasoline, C2-80 / 120 nefras or isopropyl alcohol TU 2632-015-11291058. After solvent treatment, the surfaces are immediately wiped dry with a dry, clean cloth, or dried in air and in an oven. Then, in the same order, secondary degreasing is carried out.
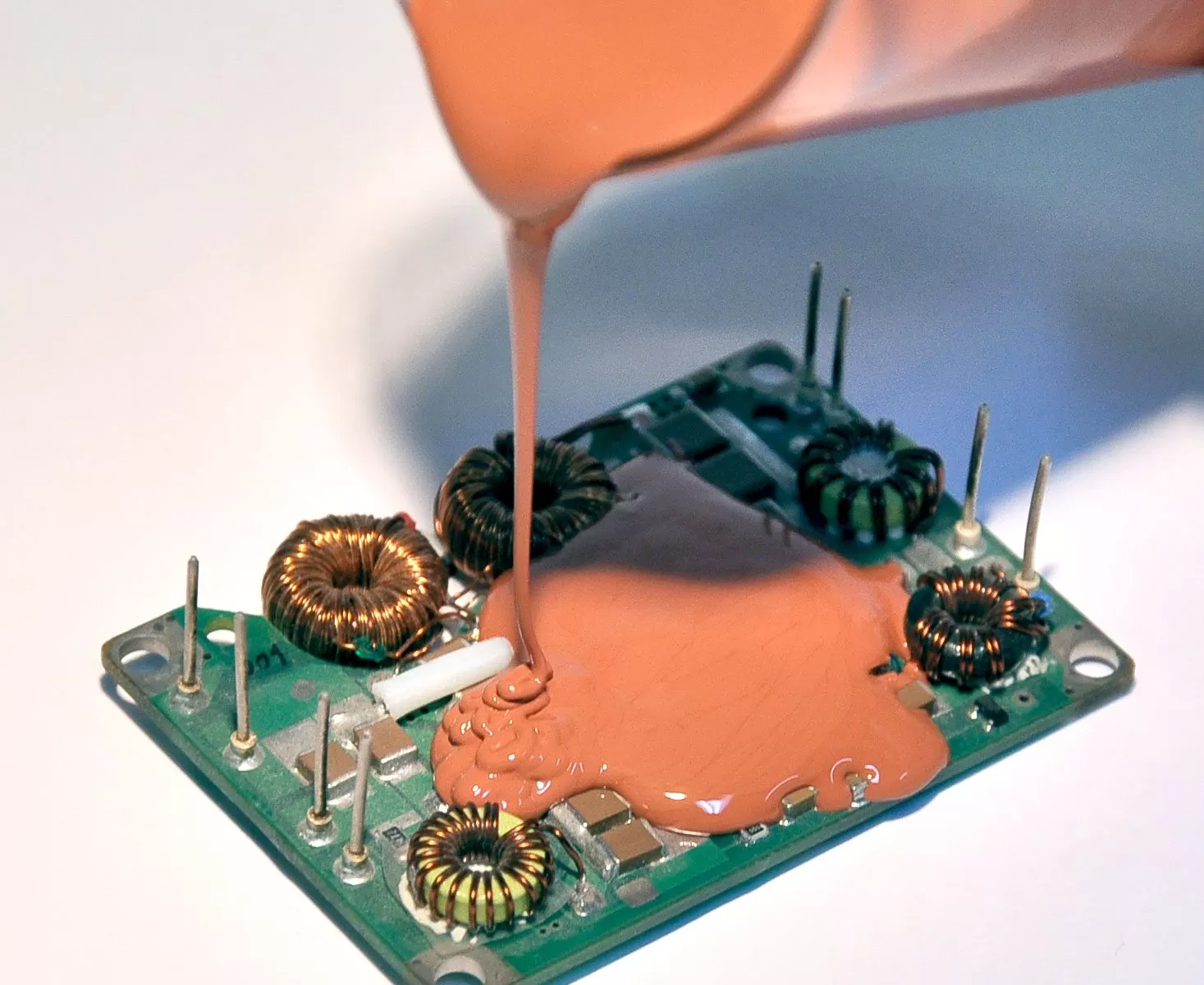
- The compound is applied to the surfaces to be coated with a spatula, syringe, dosing head or other filling devices of various profiles (see Figure 2).
- To achieve the specified bond strength of the compound with the surface during peeling, the surface of metal products must be prepared in accordance with GOST 21981. When applying KPTD-1 on the surface of other polymer or ceramic products, the adhesion properties are not standardized. In this case, the adhesion properties of KPTD-1 are consistent with the consumer, or are determined by the consumer independently.
- The bond strength of the KPTD-1 materials with the surface can be increased by applying a sublayer (primer) of the P-11 or P-12E type to the previously prepared surface TU 38.103-04-06-90, SS4120, SS4155 from GE Silicones, Ambersil Primer No. 3 from Ambersil Silicones, Dow Corning 1200 RTV Prime Coat from Dow Corning.
It should be borne in mind that the adhesive properties of the compounds are fully manifested within 2-14 days after polymerization. - In order to ensure the quality of the coating, polymerization of KPTD-1 before the loss of viability should be carried out mainly at room temperature, full polymerization should be carried out at temperatures from plus 15 ° C to plus 70 ° C.
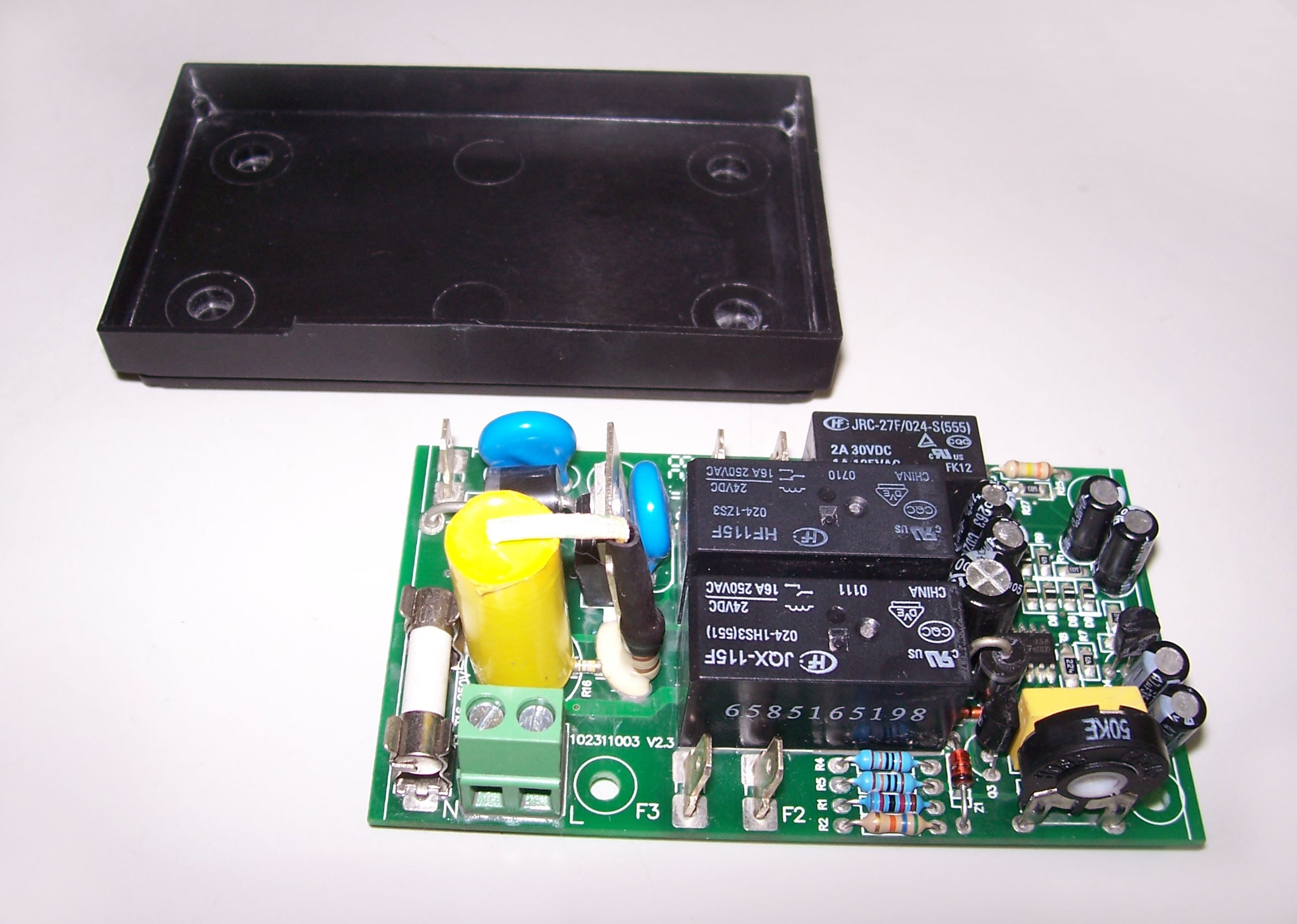
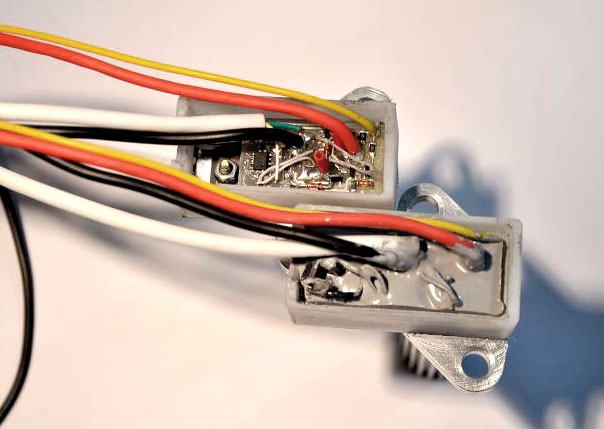
- The use of compounds is carried out by partial or complete filling of products (see Figures 3 and 4), as well as by applying to the surface in the form of a heat-conducting insulating layer from the external environment or a sealing layer - by encapsulation (see Figure 2). In this case, the thickness of the compound layer is, as a rule, 0.5-1.0 mm, and the linear shrinkage does not exceed 0.1-1.5 %.
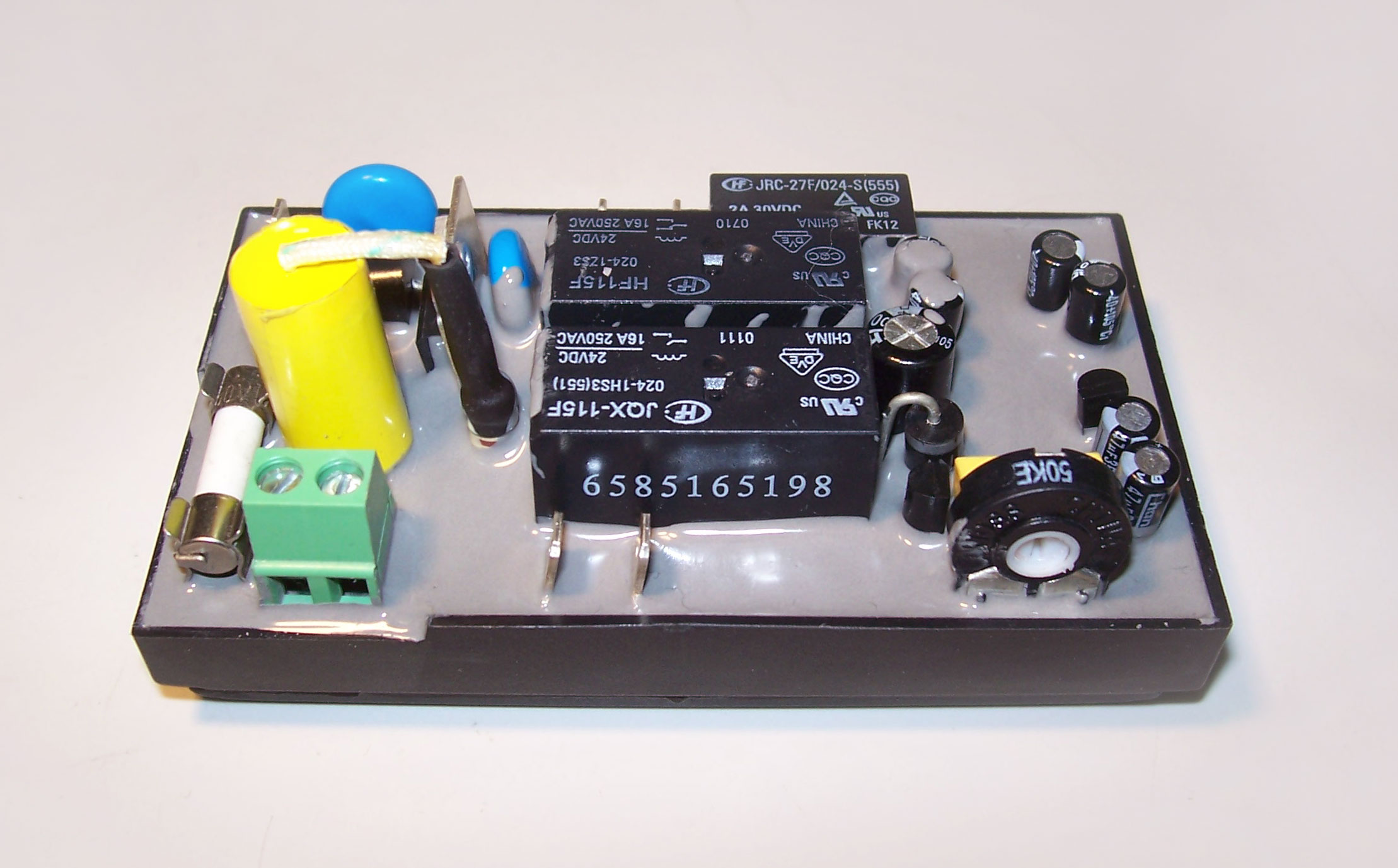
- Due to the residual elasticity and minimal shrinkage, even highly filled NOMAKON TM KPTD-1 compounds do not create residual stresses after polymerization, leading to mechanical damage to the components of electronic boards. Thus, the complete filling of products into housings (see Figure 4) guarantees reliable sealing from the external environment, additional electrical insulation, high resistance to vibration and shock loads, as well as effective heat dissipation simultaneously from all board elements through the compound to the product case and into the environment.
- The use of NOMACON ™ KPTD-1 compounds does not exclude the possibility of repairing filled products. Due to its elasticity and relatively low mechanical strength, the compound layer can be easily opened with a plastic screwdriver or spatula, and also cut with a knife. The opening points and the restored elements are then again filled with a compound (preferably of the same brand) with guaranteed adhesion to the previous layer.
Precautions
- Compounds NOMAСON ™ KPTD-1 are fire and explosion proof, water resistant. According to the degree of impact on the human body, they are classified as hazard class 4 according to GOST 12.1.007.
- If the compound or its components get into the eyes, rinse with plenty of water. Wash off the skin with a solvent with gasoline or isopropyl alcohol, followed by washing with soap and water. Repeated contact can lead to dryness or cracking of the skin.
manufacturer's warranty
- The manufacturer guarantees the compliance of the KPTD-1 compounds with the requirements of the technical specifications, subject to the conditions of transportation, storage and use.
- The shelf life of components A, B and C of KPTD-1 compounds in a closed container of the manufacturer is
3 months from the date of manufacture. - After the expiration of the consumer's shelf life, the KPTD-1 compounds are tested before each use for compliance with the technical specifications. Subject to compliance, the KPTD-1 compounds can be used for their intended purpose.
- Complaints and claims for quality are accepted when products are returned in the manufacturer's container with the provision of copies of accompanying documents for the products received from the manufacturer (invoice, quality certificate).